13678894567
-
ZPF6—J型 矩阵式自动平行缝焊机系统
为了适应(微)电子行业对大批量、高可靠性电子部件封装的要求,平行缝焊机系统的产能需要大幅提高——改变单一个缝焊的模式,我们开发了具有高速PLC控制系统、采用矩阵式缝焊方法和性能稳定的ZPF6—J型矩阵式自动平行缝焊机系统。本系统可以大幅度提高缝焊工序的产能,协助用户满足市场的需要。
产品概述
ZPF6—J型 矩阵式自动平行缝焊机系统
为了适应(微)电子行业对大批量、高可靠性电子部件封装的要求,平行缝焊机系统的产能需要大幅提高——改变单一个缝焊的模式,我们开发了具有高速PLC控制系统、采用矩阵式缝焊方法和性能稳定的ZPF6—J型矩阵式自动平行缝焊机系统。本系统可以大幅度提高缝焊工序的产能,协助用户满足市场的需要。
一、系统简介
平行缝焊系统是指实现被焊接部件封装工艺的所必需的生产设备系统。
矩阵式平行缝焊系统有两部分组成:预焊机系统和缝焊机系统。
电子器件的矩阵式平行缝焊封装工序是一个完整的封装工艺过程:首先需要采用预焊机实现预焊工序——将盖板正确的点焊在底壳上,而后进行缝焊封装工序。在缝焊封装工序上,利用真空恒温干燥系统将部件表面的可挥发性物质清除干净(无气体保护需要的则无此工序),采用平行缝焊系统将需要封装的部件进行最终封装,实现所需的技术要求。
矩阵式平行缝焊系统主要是为了满足大批量电子部件封装生产的需求,对成套设备要求苛刻,可靠性要求高、操作简单、维护方便。
ZPF6—J型矩阵式自动平行缝焊机系统根据实际需要,分为有无气体保护两类:
ZPF6—J(Q)型矩阵式自动平行缝焊机系统——有气体保护
ZPF6—J(T)型矩阵式自动平行缝焊机系统——无气体保护
在上述两个系统中,任何一个都需要具有预焊机【ZPF6—J(Y)】方能构成一个完整的缝焊封装系统。
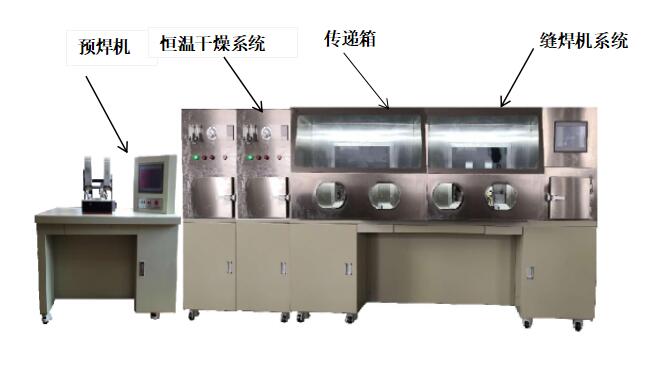
1、具有气体保护的ZPF6—J(Q)型矩阵式自动平行缝焊机系统
本矩阵式缝焊机系统是由三部分组成的:预焊机、真空恒温干燥系统和缝焊机系统。
预焊机——主要的作用是将被缝焊的部件的盖板与底壳准确牢固地点焊(一个点即可)在一起。其操作动作一般有人工手动和机械手自动两种——视需要而定。
真空恒温干燥系统——主要的作用是将被缝焊的部件上的可挥发性物质通过恒温和真空干燥,使其清除,达到部件洁净度的要求。一般采用真空恒温干燥箱实现之。
缝焊机系统——主要作用是在氮气保护的手套箱内,将被焊接的部件按照工艺要求,批量地进行缝焊。在满足质量要求的前提下,提高其产能。
2、无气体保护的ZPF6—J(T)型矩阵式自动平行缝焊机系统
本矩阵式缝焊机系统是由两部分组成:预焊机和缝焊机系统。
预焊机——主要的作用是将被缝焊的部件的盖板与底壳准确牢固地点焊(一个点即可)在一起。其操作动作一般有人工手动和机械手自动两种——视需要而定。
缝焊机系统——主要作用是将被焊接的部件按照工艺要求,批量地进行缝焊。在满足质量要求的前提下,提高其产能。
预焊机和缝焊机系统的外形基本一致(人工手动的如下图),但其功能各异。机械手自动的预焊机需要在工作台面上安装有机械手、盖板自动进给装置等(此部分需要按照用户的要求进行专门设计)。
二、设备简介
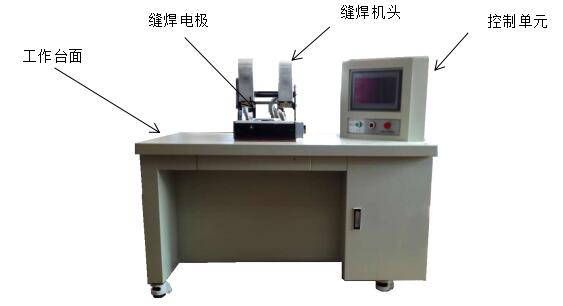
1、预焊机
ZPF6—J型矩阵式自动平行缝焊机系统中所采用的预焊机【ZPF6—J(Y)】是通用的。
预焊机生产的基本要求是:操作简单、快捷,放置盖板和零件取下方便。
人工手动预焊机一般采用单个盖板的放置与点(预)焊,完成后按照要求放置于一个专用的托盘上,以备干燥和缝焊。
而机械手自动预焊机是预先将多个被焊接部件的底壳放置在专用的托盘上,由机械手按照计算机的指令逐个将盖板放置在底壳上并进行点(预)焊。
ZPF6-J(Y)型 预焊机的基本功能
① 采用点焊接的方式对盖板和底壳进行焊接;
② 焊接功率可调;
③ 点焊接的压力可调:(300~2000克);
④ 可适用不同尺寸零件的需求(电极间距5~100mm);
⑤ 可依据需要调整点焊位置;
⑥ 具有被加工部件技术参数的保存、调取、修改功能;
⑦ 自动预焊机需要根据用户的需要重新确定其特殊的功能。
ZPF6-(Y)型 预焊机的基本技术条件
① 电源:AC220V±10% 25A 50HZ
② 电源容量:4KVA
③ 预焊压力:300~2000g (可调)
④ 重复定位精度:0.02mm
⑤ 盖板边缘厚度:0.08~0.25mm(推荐0.1~0.15mm)
⑥ 管壳材料:可伐(表面镀镍、镀金)、陶瓷(表面金属化处理)、不锈钢等
⑦ 自动预焊机的矩阵点数等参数需要根据用户需要确定。

2、平行缝焊机系统
平行缝焊机系统按照其应用分为两类:有气体保护型和无气体保护型。
有气体保护型:ZPF6—J(Q)型矩阵式自动平行缝焊机系统
无气体保护型:ZPF6—J(T)型矩阵式自动平行缝焊机系统
(1)ZPF6—J(Q)型矩阵式自动平行缝焊机系统
本系统是具有气体保护的矩阵式平行缝焊系统。
本系统可用于微电子行业中需要进行封装的各种电子部件的壳体缝焊、光伏产业(如光纤通讯领域)中的各种需要封装的密封器件的缝焊和其他领域中需要缝焊封装的操作。也广泛地应用于要求较高的军工行业、航天行业和通讯等行业。同时也适用于一般的民品企业。
该系统特别适用于产品设计成熟、生产批量较大、对产品的气密性、水汽含量等要求较高产品的生产之用。
本系统由两部分组成:真空恒温干燥系统和平行缝焊系统。
① 真空恒温干燥系统
本系统由真空单元和温控单元组成。
真空单元由真空箱和真空泵及控制单元组成。
真空箱需要依据用户的需要进行专门的设计。其腔体尺寸和箱体的个数,需要依据产能需要确定。真空箱体的位置可以在正面、侧面或者背面(必须易于操作)。箱体的数量一般不超过3个。
真空泵一般选择机械泵(干泵或者油泵),每一个真空箱配备一个。
控制单元由设备的控制中心统一控制或者由各自独立的控制电路实现。
温控单元由高精度温控仪表和发热单元组成,确保发热单元的温度值在设定值的1%范围内,实现严格的恒温控制。
② 平行缝焊系统
本系统由手套箱、控制单元和缝焊机头三部分组成。
手套箱是一个密闭的箱体,用来实现缝焊机头与外界的隔离,采用304#不锈钢制成,正面安装有透明玻璃和操作手套接口,左右两侧为进出门接口。
控制单元采用PLC控制器及相关的传感器和执行元件组合实现。其主要功能是控制缝焊机头实现对器件的缝焊封装和整个系统中需要控制的单元发出控制信号,确保系统可靠、正确的运行,并对各种故障进行监测、处理。

系统特点
● 采用高频可调脉冲焊接 —— 焊接频率由计算机根据焊接参数计算得出;
● 焊接的点距、焊接时间和被焊接零件的表面温度等参数用户可以根据需要自行调整;
● 可靠的真空干燥箱——实现完全与空气隔绝干燥,并具有气体保护,防止表面氧化;
● 结构合理的手套箱系统——开启、维修简单;带有进出口传递箱,与外界有效隔离;
● 友好的用户界面——易于操作,调取、更改加工数据简单;
● 具有系统故障和机械运动故障保护功能;
● 矩阵式缝焊,产能较大——依据用户要求进行产能设计。
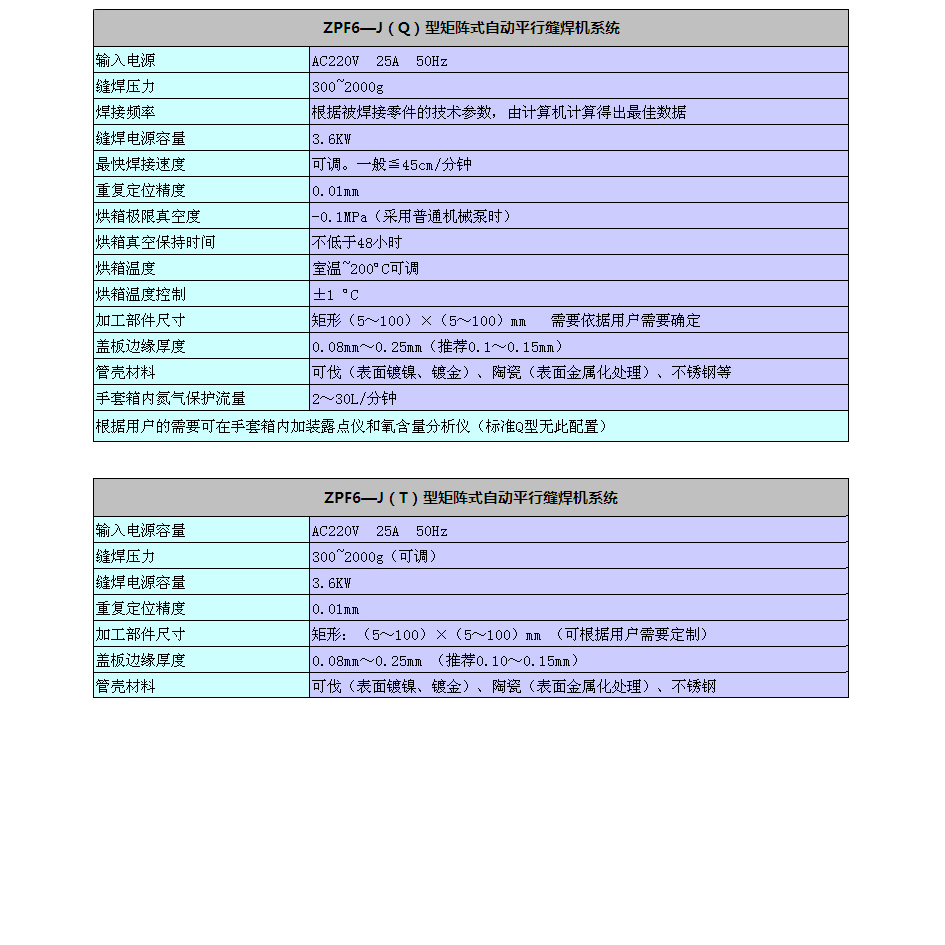
技术指标
● 输入电源:AC220V 25A 50Hz
● 缝焊压力:300~2000g
● 焊接频率:根据被焊接零件的技术参数,由计算机计算得出最佳数据
● 缝焊电源容量:3.6KW
● 最快焊接速度:可调。一般≦45cm/分钟
● 重复定位精度:0.01mm
● 烘箱极限真空度:-0.1MPa(采用普通机械泵时)
● 烘箱真空保持时间:不低于48小时
● 烘箱温度:室温~200ºC可调
● 烘箱温度控制:±1 ºC
● 加工部件尺寸:矩形(5~100)×(5~100)mm 需要依据用户需要确定
● 盖板边缘厚度:0.08mm~0.25mm(推荐0.1~0.15mm)
● 管壳材料:可伐(表面镀镍、镀金)、陶瓷(表面金属化处理)、不锈钢等
● 手套箱内氮气保护流量:2~30L/分钟
根据用户的需要可在手套箱内加装露点仪和氧含量分析仪(标准Q型无此配置)。
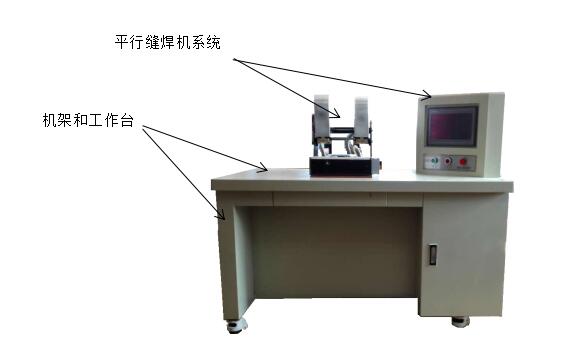
(2)ZPF6—J(T)型矩阵式自动平行缝焊机系统
本平行缝焊机系统为台式矩阵自动平行缝焊机系统。
本系统可用于微电子行业中需要进行封装的各种电子部件的壳体缝焊、光伏产业(如光纤通讯领域)中的各种需要封装的密封器件的缝焊和其他领域中需要缝焊封装的操作。也广泛地应用于要求较高的军工行业、航天行业和通讯等行业。同时也适用于一般的民品企业。
该系统特别适用于产品设计成熟、生产批量较大的产品的生产之用。
本系统由两部分组成:机架、工作台面和平行缝焊系统。
机架和工作台采用特种钢板经严格的制作工艺加工而成。具有稳定性好、耐腐蚀的优点。为大批量缝焊封装生产提供了必要的条件。
平行缝焊系统采用PLC控制技术,操作简单、运行可靠、中文显示、易于维护。
系统特点
● 采用高频脉冲焊接 —— 其焊接质量优于工频焊接;
● 焊接的点距、散热系数等参数用户可以根据需要自行调整;
● 采用PLC控制技术,运行可靠、灵活,维护更新容易;
● 友好的用户界面——易于操作,调取、更改加工数据简单;
● 装夹工件方便,易于批量生产;’
● 具有系统故障和机械运动故障保护功能。
基本技术指标
● 输入电源容量:AC220V 25A 50Hz
● 缝焊压力:300~2000g(可调)
● 缝焊电源容量:3.6KW
● 重复定位精度:0.01mm
● 加工部件尺寸:矩形:(5~100)×(5~100)mm (可根据用户需要定制)
● 盖板边缘厚度:0.08mm~0.25mm (推荐0.10~0.15mm)
● 管壳材料:可伐(表面镀镍、镀金)、陶瓷(表面金属化处理)、不锈钢
三、系统产能的计算
以具有气体保护的ZPF6—J(Q)型矩阵式自动平行缝焊机系统为例。
平行缝焊工序是整个电子部件生产过程的一个工段,也是最后一个生产工序。
这个工序的产能一般是依据缝焊系统的产能来确定的。
例如:
系统的产能要求6000只/班,若每批干燥时间需要2小时,每班实际干燥操作时间为6小时,则每批次干燥的数量需要2000只,以此来推算所需恒温干燥箱的数量和每箱每次的干燥数量。
每个干燥箱的产能为1000只/次,则需要2套恒温干燥系统。
按照这个工作量需要计算出所需要的预焊机的台数:
若每台预焊机的产能为500只/小时,需要2台预焊机。
如若是连续生产的生产线,则需要留有设备的维修维护时间。
技术参数
相关图片