13678894567
-
ZCZ树脂灌封系统
许多电子产品的应用条件非常恶劣,例如:温度变化大、空气湿度大、震动强烈等,为保证系统的正常运行,需要对电子产品(部件)进行特别处理,防止因温度变化、湿度较大和强烈震动等因素造成的器件损坏,而影响整个系统的运行。而这种处理方法一般采用电子封装的工艺实现。
电子产品(部件)依照其需要一般有三种封装方法:平行缝焊、塑料封装和树脂灌封。
所谓树脂灌封就是采用环氧树脂将已经置于保护壳体内部(对外已经有管脚连接)的电子线路(器件)进行灌封,待树脂完全硬化后即可使用。电子产品(部件)经过树脂灌封后,可以完全克服湿度太大对电子产品的影响,并可解决因震动引起的“谐振”所造成的器件管脚断裂等现象对系统的致命影响。但是,此种封装方法的弱点就是电子器件的散热性变差,如需解决散热性,可将树脂封装材料改为可导热(又绝缘)的封装材料(如:硅导热胶等)。
平行缝焊机
产品概述
ZCZ树脂灌封系统
一、概述
许多电子产品的应用条件非常恶劣,例如:温度变化大、空气湿度大、震动强烈等,为保证系统的正常运行,需要对电子产品(部件)进行特别处理,防止因温度变化、湿度较大和强烈震动等因素造成的器件损坏,而影响整个系统的运行。而这种处理方法一般采用电子封装的工艺实现。
电子产品(部件)依照其需要一般有三种封装方法:平行缝焊、塑料封装和树脂灌封。
所谓树脂灌封就是采用环氧树脂将已经置于保护壳体内部(对外已经有管脚连接)的电子线路(器件)进行灌封,待树脂完全硬化后即可使用。电子产品(部件)经过树脂灌封后,可以完全克服湿度太大对电子产品的影响,并可解决因震动引起的“谐振”所造成的器件管脚断裂等现象对系统的致命影响。但是,此种封装方法的弱点就是电子器件的散热性变差,如需解决散热性,可将树脂封装材料改为可导热(又绝缘)的封装材料(如:硅导热胶等)。
二、树脂灌封系统的构成
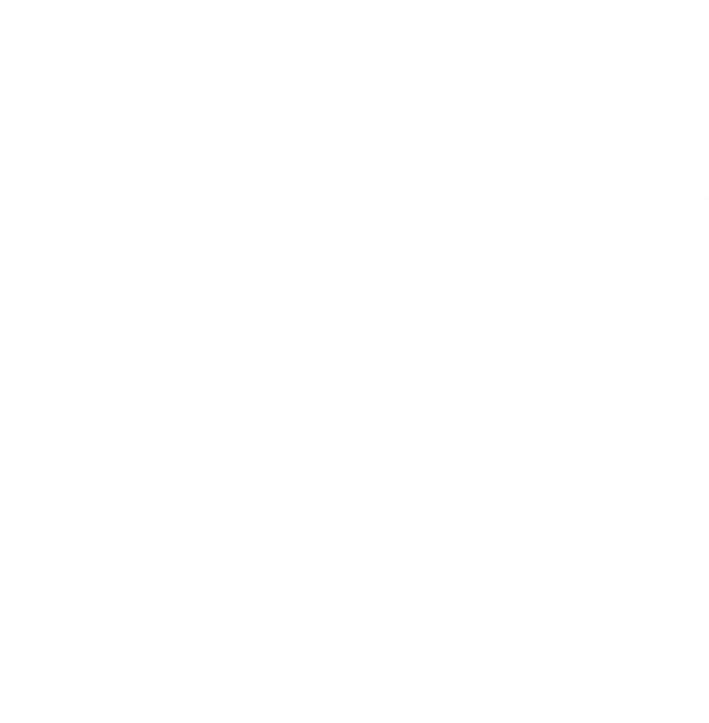
适用于电子部件封装工艺的树脂灌封系统一般有三部分组成:
混胶机:环氧树脂胶正常使用时,为双组份胶,需要按照工艺规定的比例进行混合,并需要在规定的时间内完成灌胶,且灌胶的量需要严格控制,一致性要好。
真空除泡机:电子元器件在壳体内部灌封以后,因所用胶比较粘稠,会在元器件的空隙中留有相当体积的气泡,如果不去除,仍然会影响电子元器件的抗震性能。一般采用真空环境除泡的方法将残留的气泡去除。
恒温干燥箱:为保证环氧树脂胶固化的一致性,需要对固化环境进行控制。常采用恒温控制箱体实现对固化环境的控制。
树脂灌封系统各部分说明
1、混胶机:其作用就是将环氧树脂胶与固化剂按照设定的比例进行均匀混合,并按照设定的要求(出胶量、出胶速度、出胶时间等)输出混合后的胶液。
混胶机由储胶罐、计量泵、混胶机头、清洗回路和PLC控制系统组成。
储胶罐:采用不锈钢制成。内有过滤网、液面检测传感器等构成。
其作用就是将环氧树脂胶的A、B组份分别存放,其输出管路与计量泵相连。
计量泵:一般由伺服电机与螺杆泵或者齿轮泵等计量泵组成,精度一般为1%。
其作用就是按照要求严格控制A、B胶的供给速度和供给量。需要注意:计量泵
树脂灌封系统示意图
必须是根据灌封胶单独使用,以防止计量泵的损坏。一般,每台设备有两台计量泵。
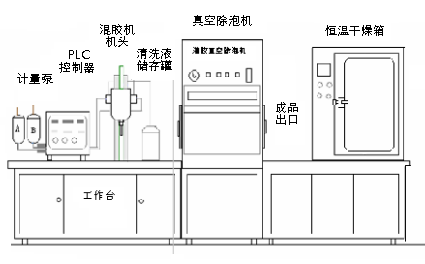
混胶机头:这部分是混胶机的关键部分,直接决定着混胶的质量和灌封的效果。混胶机头
的结构如图所示;
混胶机头的上端有一个混合电机,一般是24V的直流电机(速度可调),转数为2400转/分。电机的转子的下端与AB胶的混胶单元相连接。
机头的左侧是A胶的进胶管,与A胶的计量泵相连接。
机头的右侧是B胶的进胶管,与B胶的计量泵相连接。
左右两侧分别有AB胶的清洗液管,与清洗罐相连接。
清洗回路:由空压泵、储液罐和尼龙管路组成。主要是对混胶机头的清洗。
其作用就是当需要清洗时,相关电磁阀打开(胶路关闭),清洗液在气压的作用下,
分别由AB胶的清洗管对AB胶的混胶单元进行清洗。
PIC控制系统:整个设备的中央控制单元,分别对控制计量泵的伺服电机、各个电磁阀、
恒温加热系统、各个部位的传感器等进行管理,并负责所有参数的设定、计算、
纠错和报警信号的输出。
2、真空除泡机
许多电子线路元器件或者功能组件制作完成后,为了保护其使用功能,需要将其安装在
金属壳体内部,又因防止谐振等原因,需要在壳体内部灌装环氧树脂胶。在灌装树脂胶时,因胶的粘度较大,会在元器件的空隙部位留有很大的气泡,有些气泡会随着胶液的干燥会自动析出,但很多气泡会一直保留在课题的内部,严重影响了灌封的质量,所以必须去除这些气泡。
采用真空环境加速气泡析出是较常规采用的方法。
真空除泡机一般采用真空泵和真空箱体组成,当生产环境温度变化大时,采用恒温控制以拟补温度变化对树脂胶固化所造成的影响。
使用真空除泡机需要注意,其真空度不可太小,否则将影响环氧树脂的固化,对于一些腔体器件(如电容等)会造成严重破坏。一般在6000Pa左右即可。
当灌封的环境温度变化大时,为保证灌封质量的一致性,需要对真空箱体的内部进行恒温控制,温度一般控制在30~40度之间(温度过高会影响环氧树脂的干燥效果)。即当灌封后的零部件放入真空箱后,需要进行恒温处理(一般为5~10分钟),而后进行除泡工序。
3、恒温干燥箱
环氧树脂胶在混合后的干燥过程中,环境温度对其干燥质量影响很大,温度高则干燥速度快,但干燥后的胶体的脆性变大,抗震性变差;而温度太低则干燥的速度太慢,直接影响产量。所以就需要确定一个合适的干燥工艺温度值,使得所有的被灌封的零部件均在同一个温度环境下进行干燥,以确保干燥的质量和各种参数的一致性。
恒温干燥箱一般的控制温度在30~50度之间,但箱体内部的温度均匀性要求很严格(一般小于3度)。基本做法是在箱体内部增设一个恒温风扇,使得箱体内部的温度比较均匀,并且,发热体与箱体之间要有一个热能反射板,防止热能直接辐射在被灌缝的零部件上,造成局部热量过高,影响灌封质量。
青岛电子研究所有限责任公司生产的环氧树脂灌封系统外形图如下:

技术参数


相关图片